06/03/2020 – Optimisation of nonwoven cards — auf Deutsch lesen
Easy Nonwoven 4.0
Economic and technical simulation and optimisation of nonwoven cards.
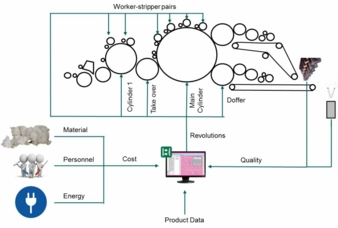
Concept of the Easy Nonwoven 4.0 System © ITA/RWTH
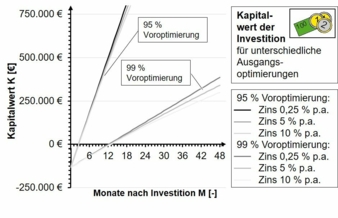
Course of the capital value of the investment with different interest rates and previous optimisations. © ITA/RWTH
The aim of the project “Easy Nonwoven 4.0” was to increase the quality accuracy and the economic efficiency of the carding machine as a central, quality-relevant and highly complex machine in a carding web line using optical inspection technology and the aggregation of all relevant measurement data. Essential partial goals were the measurement of the web quality directly behind the card, the acquisition of all relevant factors and the modeling and simulation of the web quality and production costs.
Why?
The setting and control of carding lines is still based on experience, despite the progress in automation technology. In case of changing environmental conditions, occurring process errors or a product change, the line operator changes the production parameters based on his experience. In a carded nonwoven line, the card is the machine with the highest influence on the nonwoven quality. At the same time, the adjustment of a card is highly complex and the resulting quality is difficult to predict. If changed ambient conditions or process errors are not detected in time or the production parameters are set incorrectly, scrap will be produced or the line will be stopped. Scrap goods from the nonwovens industry worth approx. 50 mn Euro per year in Germany have to be recycled at high costs. The project “Easy Vlies 4.0” has taken up this problem. The project started in June 2017 and was funded by the Bavarian State Ministry of Economics and Media, Energy and Technology. The project consortium included, besides the Institut for Textile Technology Augsburg (ITA), the manufacturer of optical measuring technology Dr. Schenk GmbH, Martinsried, the measuring and automation system manufacturer iba AG from Fürth and the nonwoven manufacturer Tenowo from Hof.
The project
Optical measuring systems for end-of-line fabric inspection were already quite mature at the beginning of the project and are able to detect product defects such as holes, stains or entageled fibres. The use of optical inspection systems is often limited to the documentation of product defects for quality sensitive nonwovens in order to support the following cutting and packing process. The measured values are not used for process control or optimisation of machine settings. In this project, the modular optical measurement system of Dr. Schenk GmbH, Martinsried was further developed to measure the nonwoven quality directly behind the card.
After calibration to the used fiber material, it is now possible to measure quality values such as basis weight and its distribution (CV-values) in high resolution on 100 percent of the produced nonwoven in addition to product defects. The optical uniformity of the nonwoven, which is a highly subjective parameter, is measured by the standard deviation of the optical appearance.
The measurement and automation technology on carding machines was previously used solely for setting the drive speeds. Closed control loops exist still only rarely. In addition, the generated measurement data was rarely stored. If the measured data were stored, it was usually raw data that was not suitable for analysis without further information. A systematic processing of the data and transfer into a modelling of the machine has never been done before.
Measurement data acquisition and analysis
Iba AG, Fürth, therefore developed a measurement and automation system that can easily be applied to existing and new plants. In addition to the settings and measured values of the plants, the measurement and automation system also acquires the ambient conditions, energy consumption and measured values of the quality measurement system. The Institute of Textile Technology developed a pre-processing of the data, which considerably increases the quality and analysis capability of the measured data. For example, states of setting changes and irregular machine states are automatically detected and the corresponding data records are marked. Furthermore, an interface was created to record important additional data, such as fibre blends and properties as well as manual machine settings.
The pilot line
The first versions of the systems were initially implemented on the pilot line at the Institut for Textile Technology Augsburg. This permitted the further development of the components without interrupting the production process of a nonwoven manufacturer. The measurement data from a design of experiments was used to simulate the carding process with artificial neural networks. Target values of the modelling were not only the individual quality values but also the production costs at different settings of the machine.
The models achieved high accuracies with low absolute errors (see Table 1). Only the basis weight has a slightly increased mean error of 1,53 g/m². The reason for this is the higher basic variation of the basis weight, since the pilot plant is equipped with very open clothings for processing of recycled carbon fibers. The polyester fibres used are therefore only fixed to the clothing to a limited extent at higher rotational speeds.
The generated models were used to develop a cost/benefit based setting aid for the speeds of the most important card drives. The setting aid not only takes into account the effects of settings on quality, but also on economy. This prevents that an operating point is chosen in favour of the product quality where the plant is operated uneconomically. An optimisation algorithm according to the ε-constraint method was used, which optimizes a central target variable while complying with all constraints. In this application case, the central target value is the specific production costs (Euro/kg). Quality restrictions were defined as constraints. The optimisation algorithm thus searches for the setting point at which the desired product quality is produced at the lowest possible cost.
Focus: Economic efficiency
Finally, the partial developments were validated in the daily production routine at Tenowo. The transfer learning method was used for the modelling. The necessary amount of training data could thus be considerably reduced.
An economic analysis of the developments shows that the investment in the components of the system amortises very quickly. Even when 99 percent of the systems’ potential has been exploited, the investment will amortise after only about one year .
The project therefore shows that using a structured approach has an enormous potential for the industrial application of artificial intelligence methods in the nonwovens industry. Further potentials will be developed in future research projects of the ITA group together with partners from industry.
We would like to thank the Bavarian State Ministry of Economic Affairs and Media, Energy and Technology for supporting the Easy Nonwoven 4.0 project.
Cloppenburg, F.; Schlichter, S., Gries, T.
Institut for Textile Technology of RWTH Aachen, Institut for Textile Technology Augsburg gGmbH?


